 |
|
 |
|
いよいよ・・今回の[ATC]において最も重要な機構の一つである[アーム]を作りましょう。 汎用のマシニングセンタにおいてのアーム部は意外とシンプルな構造であり主軸からのツールの取り外しとマガジンからの新しいツールの銜えを左右対称な一対のアームにて同時に行う機構の物が多いようです。 但し、今回の自作においては[ツールマガジン]の設置位置等々・・あくまでも既存のフライス(CNC)に誰でも付加できるATCを目指していますので逆にアームの機構については[中間アーム]を持ち汎用機より若干複雑な構造になります。 しかし複雑と言っても、そんな特殊なものではありませんのでコツコツと地味に努力すれば誰でも製作可能な機構にしてありますので是非参考にしてチャレンジしてみて下さい。 |
|
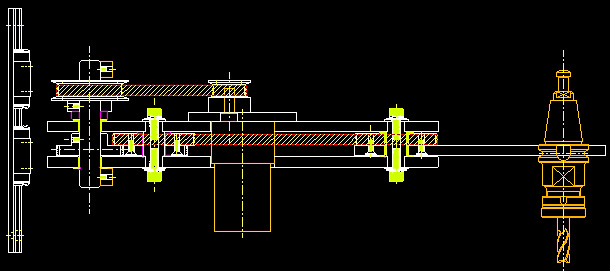
【 設 計 内 容 】 まずは設計するアームの動作を簡単にご説明します ①下図の様なアームが水平回転移動し既に主軸に取り付いているツールを銜えに行く。 ②上記でアーム先端がツールを銜えたところで主軸のコレットが開放されてアームは下降しツールを主軸から抜き去る。 ③主軸の真下でツールが完全に抜ける位置まで下降したら水平逆回転でアームを移動する。 ④ツール及びアームが主軸廻りと干渉しない位置まで移動したならばアームを最上部まで一旦上昇させる。 ⑤上記で完全に最上部までの上昇が完了したならば再度アームを水平逆回転させる。 ⑥マガジン位置上部までアームが移動したならば下降してマガジンの空位置に銜えているツールを収納する。 ⑥一旦、マガジン位置最上部に上昇して待機する。 ⑦マガジンのツールセレクトが終了したらアームを最下部に下降させて新しいツールを銜える。 ⑧新しいツールを銜えたら再度、最上部まで上昇しマガジンから新しいツールを抜き去る。 ⑨上記で最上部への上昇が完了したらアームを途中まで水平回転移動させ。 ⑩一旦、アームを最下部まで降下させ再度水平回転移動を主軸真下まで行う。 ⑪上記でアームが主軸真下に位置したらアームを上昇させ主軸にツールを挿入する。 ⑫コレットによりツールが引き込まれたらアームをマガジン上部水平逆回転させマガジン上部の待機位置に戻す。 これで一連のアームの動作は終了します。 Z軸のストロークが充分に長い機械の場合は途中でのアームの上昇/下降を簡略できるでしょう。 ただし後にご説明する[ツールマガジン]の配置位置は主軸位置よりあまり下ですと実際の切削加工において切削屑の飛散等によるトラブルが発生する事も考えられますので極力、上部に配置した方が良いでしょう。 ・・・・と・・・なると今回のように[抜いて下げて/上げて下げて収納して・・・等]のように頻繁な上下移動が必要になると思います。 |
|
 |
|
これよりの説明は図面を印刷されてご参照しながら見て頂ければ、より一層イメージが伝わると思います。 詳しい図面はこちらからダウンロードして下さい→ JWW版等の図面がご希望の方は別途メールにてお問い合わせ下さい。 |
|
| 【 アームを作ろう 】 | |
 |
さて、それでは材料の切り出しです。 大部分の材料は特殊な物では無く#5,000系のアルミ材で充分でしょう。 板物から切り出す場合は合理的に[丸鋸]を使います。 何の事は無い[コードレス丸鋸]に木工用の[チップソー]を取り付けて切る訳ですが私の場合t=12.0mm程度までは特に問題なく切断できます。 |
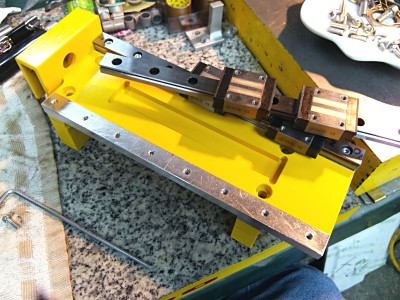 |
切り出した材料をCNC若しくはフライスで下降した後に塗装を施し組み立てましょう。 ただし[リニア]のレールが接する分部にはマスキングをして塗装を避けましょう。 リニアの取り付けにつきましては他の【特集】で何度も説明していますように正確に取り付けましょう。 |
 |
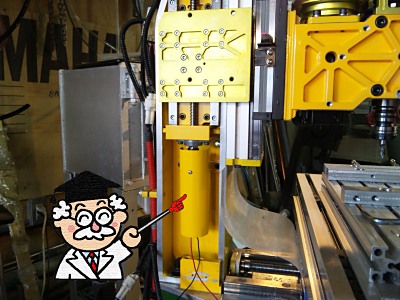
リニアのユニットの上にベースプレートを取り付けて、アームの上下機構を組み立ててゆきましょう。 ボルト穴は若干ルーズ(大きめ)に加工しておきユニットの摺動がスムースな位置でボルトを締め付けた方が合理的でしょう。 |
 |
さて、それでは上下機構を取り付ける為に慎重に位置決めを行い[コラム]の側面にΦ6.2mmの穴を4箇所開けましょう。 |
 |
先程開けた4箇所の穴を使用してM6のキャップスクリューで[上下機構]を取り付けましょう。 |
 |
[上下機構]を駆動する為のモーターを取り付けましょう。 このモーターは特段、特殊な物では無くDC24Vのギャ付モーターを O社のリサイクル販売で1,000円位のものです。 日本サーボ DCモーター DME33B37G61B 多分 1/60 の減速比でしょう |
 |
上述のモーターでトルク等の機能面では全く問題がありませんでしたが・・・・・・速度が・・・遅すぎ・・(ーー;) このままだ一回の工具交換に2分以上かかってしまいそう~ てな・事で急遽・・・1/15の減速比のモーターに換装する事に決定。 当然、減速比を小さくして速度アップを図った分、同じ出力のモーターではトルク不足になりますのでモーター単体の出力が大きいものを選択しましょう。 |
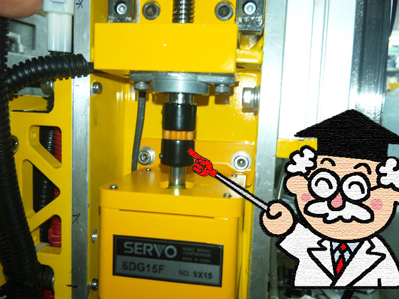 |
当然の事ですが・・・モーター軸と上下昇降機構の送りねじはカップリングで結合しましょう。 速度も遅く精度も、それほど要求される分けではりませんので一般的でリーズナブル(安価)なもので良いでしょう。 |
 |
いよいよ[アーム本体]を作ってゆきましょう。 t=6.0mmのアルミ板からCNCを使って抜いてゆきましょう。 いわゆる・・・今・CNCは自分自身で自分のバージョンアップ部品を作っている状態ですね・・・(^。^) |
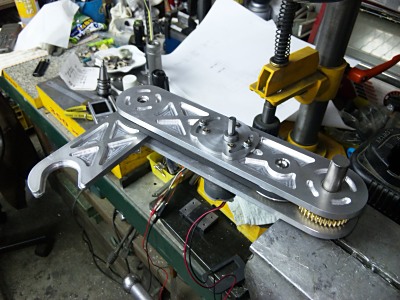 |
各部品が調いましたら仮組みをしてみましょう。 一見複雑そうに見えますが主な構成部品はプレートの他に DCギャモーター×1個 真鍮製ギャ×同サイズ2枚 タイミングプーリー×同サイズ2枚 タイミングプーリー×異サイズ2枚 タイミングベルト×2本 後は各軸にドライベアリング(オイルレスメタル)くらいでしょうか |
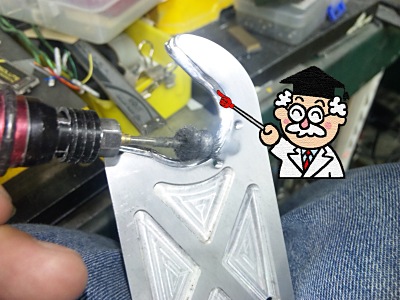 |
アームの[銜え口]は重要な部分ですので手作業による追加工を施します。 マイクログラインダーで面を取り、研磨剤で鏡面仕上げを施しておきましょう。 いわゆる[ツールホルダー]との勘合の調整を行い・且つ[滑り]を良くする事が目的です。 |
 |
各部品が調い仮組みして見て不具合がなければ一旦分解して各アルミ製部品に[アルマイト処理]を施しましょう。 みなさん今回の機構部品全体をご覧になってお分かりと思いますが全体的に贅肉を落とした"華奢"な作りです。 またアルミ材も#5,000系と至ってスタンダードな物です。 で・威力を発揮するのが[アルマイト処理]です。 処理により各部品の表面硬度はS45Cの焼き入れ以上に堅くなり、その結果として堅牢な構造体となるわけです。 いわゆる[硬くて]・[強くて]・[軽くて]・・・[見栄えの良い]部品の誕生です。 |
 |
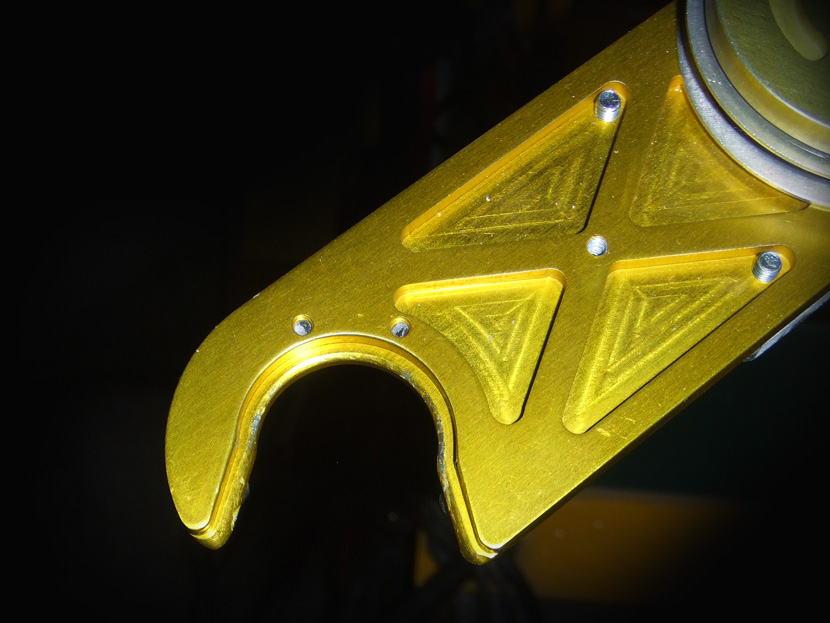
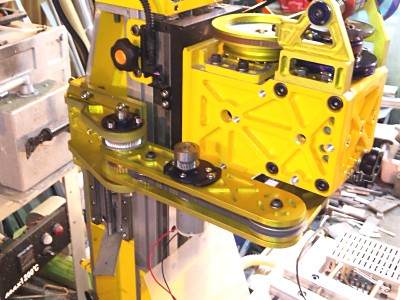
これが[アルマイト処理]により完成した部品の一例です。 今回は主要な部品は[ゴールド]に仕上げる事にしました。 |
 |
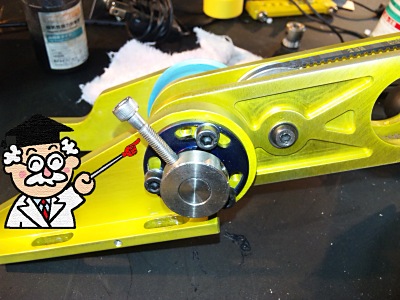
左画像が[ツールホルダー]を銜えるアームの先端です。 |
 |
アーム先端の裏側には[ツールホルダー]を確実にキャッチしてアームの移動中に[ツールホルダー]を脱落させない仕組みとして[クリップ]を取り付けましょう。 これは4~6mm程度の厚さの[ポリカーボネイト板]からCNCを使って抜いた物です。 これは消耗品ですので余分に作っておいた方が良いでしょう。 |
 |
それではアルマイト処理が終わった部品を再度組み立てて行きましょう。 プレートの間にタイミングベルトを入れておく事を忘れずにねっ |
 |
アームの停止ポジションでは[マイクロスイッチ]により停止させるわけですが今回はモーターにブレーキが有りませんので物理的な移動制限装置(ストッパー)を取り付けておきましょう。 左上画像の先端アーム部の一個が主軸側でのストッパーで、もう一方がマガジン側でのストッパーになります。 あくまでも面で当る物で且つ調整可能な構造にしておきましょう。 左下画像は中間アームがマガジン位置に戻った時の移動制限装置(ストッパー)です。 強く当るとお互いに傷が着いてしまいますので、コノストッパーはMCナイロン(通称エンジニアリングプラスティック)を加工して作りましょう。 ウレタンなどでも良いのですが、あまり弾性のあるものは避けた方が良いと思います。 |
 |
|
 |
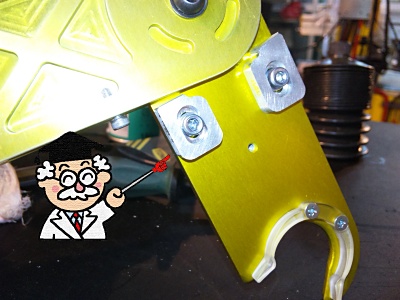
アームのピボットになる軸については後々にアームの角度を調整できるようにブラケットに直付けせず[調整用ボス]を介して固定しましょう。 アーム先端が主軸に当り過ぎる場合や逆に主軸中心に届かない場合に、上記のストッパーに併せて、このボスを回転させて移動回転角度を調整します。 |
 |
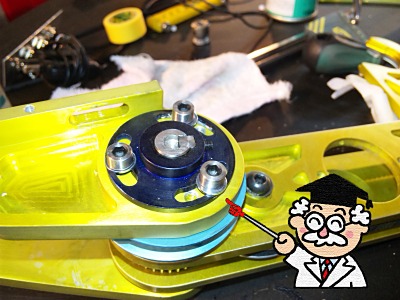
上記と同じようにブラケットの下側に取り付けたボスです。 調整の為に軸には長目のキャップスクリューを取り付けて調整時のレバーの役目を果させます。 調整完了後は、このキャップスクリューは取り外しセットスクリューに交換しましょう。 |
 |
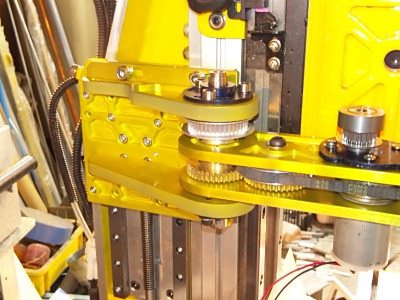
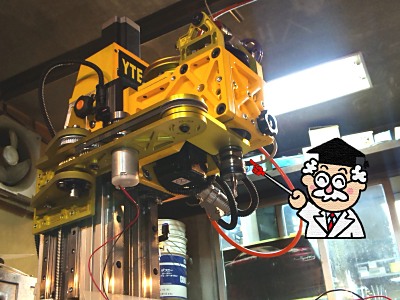
アーム全体が組みあがった状態です。 後は駆動用のDCモーターを取り付ければ完了ですね。 |
 |
これがアームを回転移動させる為のモーターです。 このモーターはも特段、特殊な物では無くDC24Vのギャ付モーターを O社のリサイクル販売で1,000円位のものです。 日本サーボ DCモーター DME33B37G61B 多分 1/60 の減速比でしょう モーター取り付けのマウントベースはベルトの張りを調整できる構造にしておきましょう。 今回は、角度の違う2種類を用意してみました。 |
 |
全て調いのしたら[上下機構]に[アーム]を取り付けましょう。 当然、アームの前後の出入りや捩れを調整できるようにブラケットの固定用ネジ穴4本は長穴になっています。 いくら、きちっと採寸して・シッカリした図面を書いても全てがピッタリと行くほど世の中は甘くありませんので・・・・ それを想定して、各部に調整機構を設けておくのも設計者の腕ですね。 |
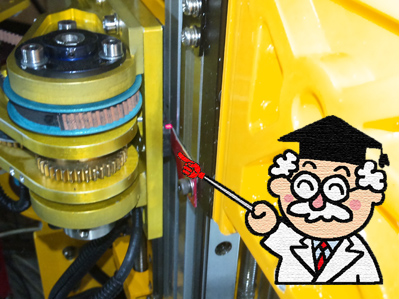 |
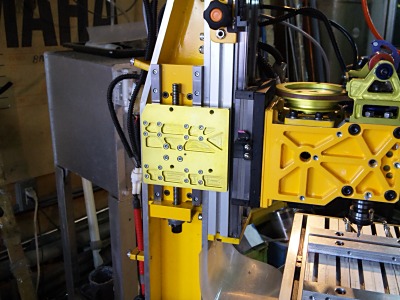
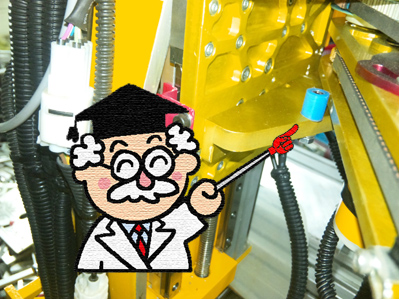
[上下機構]の最上部(水平に旋回して[ツールホルダー]に[アーム]がジャストフィット(銜えれる)位置)をリミットスイッチにより設定するわけですが・・・・ 主軸が切削やホームポジションで上下に移動する訳ですので念には念を入れて、今回はスイッチの[ドグ]を[主軸本体(移動部)]に取り付け、またリミットスイッチは[フォトマイクロスイッチ]を使用して[アーム]の[上下機構(移動部)]に取り付ける事にしましょう。 これで何らかの理由により主軸が最上部まで上がりきっていなくとも上下機構側が相対位置を検出して上昇を停止しますので完璧でしょう。 いわゆる[アーム]と[主軸]の位置関係は常に一定になるって事です。 |
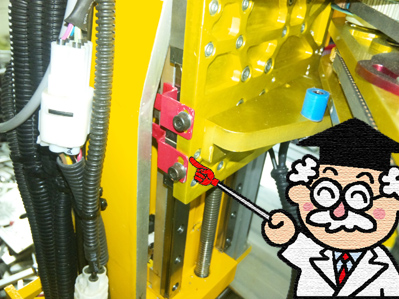 |
こちらは[上下機構]の背面部に取り付けた[下限]と[最上限手前]を指示するリミットスイッチの[ドグ]分部です。 マイクロスイッチは、このベースの裏側に配置してあります。 当然、マイクロスイッチもドグも上下調整可能なように取り付けましょう。 |
 |
アーム全体が無事組みあがりましたら調整です。 駆動モーターのベルトを外しておき、手動によりアームを回転移動させて見て、アームの先端が主軸に取り付けたツールホルダーを違和感無く『カシャッ』て銜えれるように各部の調整を行いましょう。 この時に上述のリミットスイッチ類の設定位置も調整しましょう。 |
 |
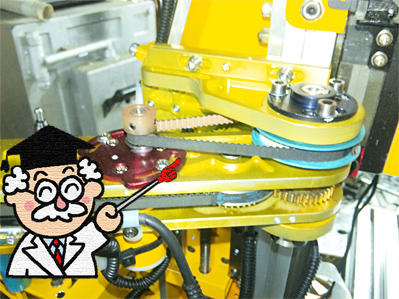
下から見た画像です。 主軸を銜える位置が良ければ先端アームに取り付けたストッパー等も固定しましょう。 |
 |
次に上の要領と同じようにアームを逆転させて[ツールマガジン]を取り付ける予定の位置まで動かしてみましょう。 この位置は[ツールマガジン]を取り付けてみなければ一概に決めれませんので大よそ良いようであれば『良し』としましょう。 |
 |
全体的な動作と位置関係がOKのようでしたらアーム旋回用のモーターの軸にタイミングプーリーを取り付けてベルトを張りましょう。 ここで仮にDC24Vを印加してみてスムースに動けば完璧です。 これで・・取り合えずアーム部の製作は完了です。 ヽ(^。^)ノ |
主軸もできて、アームもできて・・・・後は[ツールマガジン]を作るばかりとなりました。 いわゆる・・・[佳境]ってやつですね (^_^;) それでは、もう ひとふんばり・・・しましょうか 今回は、ご存知ように[超大作(長編)]になっていますので、ご笑覧戴いています皆様も大変かと思いますが ・・・・もう少し・・お付き合い下さい ヽ(^。^)ノ |
|
 |
|
 |
|